- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Atsargumo priemonės aliuminio profilio ekstruzijos formoms – pirmoji dalis
Tai pirmoji atsargumo priemonių dalisaliuminio profilio ekstruzijaliejimo formos.
(1) Naudokite pažangias priemones, kad nustatytumėte formos tikslumą, kietumą ir paviršiaus šiurkštumą prisijungus ir neprisijungus. Apžiūrą ir priėmimą praėjusios formos registruojamos ir dedamos į sandėlyje esančias lentynas. Naudodami išimkite poliravimo formos skylės darbinį diržą ir surinkite bei patikrinkite kreipiamąją formą, profilio formą ir formos padėkliuką. Jei patvirtinama, kad jie teisingi, nusiųskite juos į mašiną šildyti;
(2) Šildymo temperatūros reikalavimai prieš dedant aliuminio profilio ekstruzijos įrankį ant mašinos: ekstruzijos cilindras: 400–450 ℃, ekstruzijos padas: 350 ℃, štampavimo padas: 350–400 ℃, plokščias štampas: 450–470 ℃, padalintas štampas : 460~480℃, laikymo laikas skaičiuojamas pagal formos storį (l.5~2 min./mm);
(3) Aliuminio profilio ekstruzijos įrankio kaitinimo laikas krosnyje negali viršyti 10 valandų. Jei laikas yra per ilgas, štampavimo skylės darbinis diržas bus lengvai surūdijęs arba deformuotas;
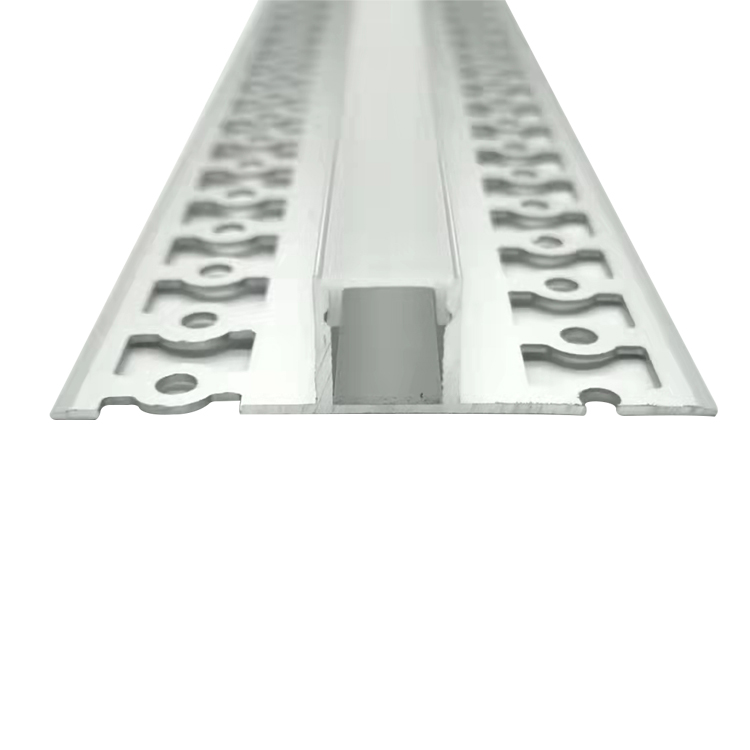
JE yra gamykla, kurios specializacija yra LED aliuminio ekstruzijos profilis, daugiau informacijos rasite:
www.jeledprofile.com
Arba susisiekite: sales@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163
Ankstesnis:LED linijinės šviesos prijungimo atstumas